Jako doświadczony dostawca złączek do odlewów ciśnieniowych byłem na własne oczy świadkiem zawiłego i fascynującego świata procesu montażu tych kluczowych komponentów. Złączki odlewane ciśnieniowo znajdują zastosowanie w wielu gałęziach przemysłu, od motoryzacji po elektronikę, a ich prawidłowy montaż jest niezbędny dla zapewnienia optymalnej wydajności i niezawodności. W tym poście na blogu przeprowadzę Cię krok po kroku przez proces montażu złączek do odlewania ciśnieniowego, rzucając światło na kluczowe etapy i związane z tym kwestie.
1. Przygotowanie materiałów i komponentów
Proces montażu rozpoczyna się od starannego przygotowania wszystkich niezbędnych materiałów i komponentów. Obejmuje to kontrolę części odlewanych ciśnieniowo pod kątem wszelkich wad, takich jak pęknięcia, porowatość lub niedokładności wymiarowe. Używamy precyzyjnych narzędzi pomiarowych, aby mieć pewność, że każda część spełnia rygorystyczne standardy jakości. Wszelkie części, które nie spełniają specyfikacji, są odrzucane, aby zapobiec problemom podczas procesu montażu.
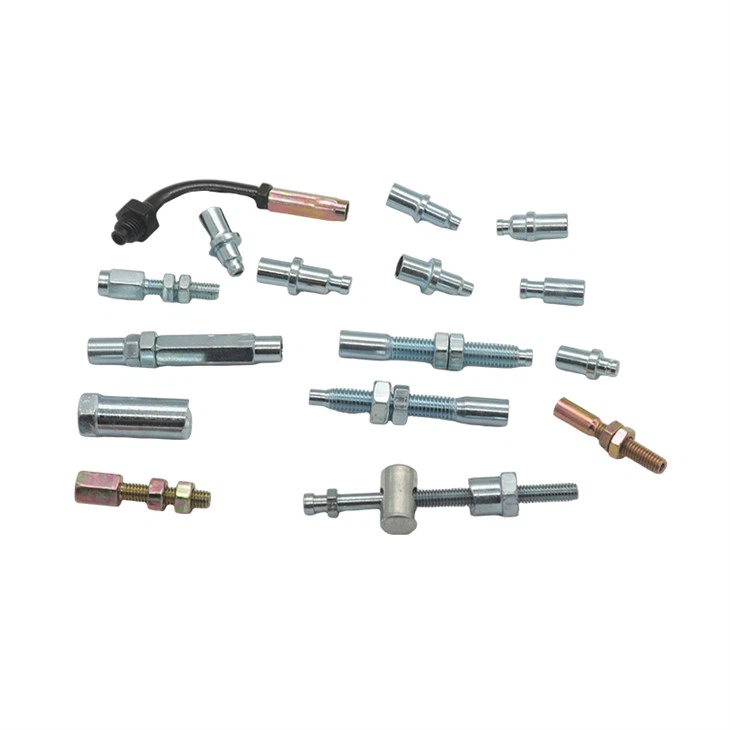
Oprócz części odlewanych ciśnieniowo zbieramy również wszystkie elementy pomocnicze, takie jak śruby, nakrętki, podkładki i uszczelki. Komponenty te pochodzą zazwyczaj od zaufanych dostawców i są dokładnie sprawdzane w celu zapewnienia ich jakości i zgodności z częściami odlewanymi ciśnieniowo. Na przykład podczas montażuKabel prędkościomierza, musimy się upewnić, że końcówki kabli i inne powiązane elementy idealnie do siebie pasują.
2. Czyszczenie i obróbka powierzchni
Przed montażem części odlewane ciśnieniowo są dokładnie czyszczone w celu usunięcia brudu, oleju i zanieczyszczeń, które mogły zgromadzić się w procesie produkcyjnym. Ma to kluczowe znaczenie, ponieważ zanieczyszczenia mogą mieć wpływ na wydajność i trwałość produktu końcowego. Stosujemy specjalistyczne środki i techniki czyszczenia, aby mieć pewność, że części są czyste i gotowe do montażu.
W niektórych przypadkach części odlewane ciśnieniowo mogą być również poddawane procesom obróbki powierzchniowej, takim jak galwanizacja lub powlekanie. Obróbka powierzchniowa może zwiększyć odporność na korozję, zużycie i estetyczny wygląd części. Na przykład cynkowanie może zapewnić warstwę ochronną na złączce odlewanej ciśnieniowo, zapobiegając jej rdzewieniu w trudnych warunkach.
3. Montaż podzespołów
Następnym krokiem jest montaż podzespołów. Polega to na łączeniu mniejszych części w celu utworzenia większych, bardziej złożonych jednostek. Na przykład podczas montażuRegulowane złącze śrubowenajpierw montujemy śrubę, nakrętkę i inne powiązane części, aby stworzyć funkcjonalny podelement.
Stosujemy różnorodne metody montażu, m.in. mocowanie mechaniczne, spawanie, klejenie. Wybór metody montażu zależy od wymagań projektowych, materiałów części i zamierzonego zastosowania produktu końcowego. Do mocowania mechanicznego używamy narzędzi takich jak śrubokręty, klucze i szczypce, aby zapewnić pewne połączenie części.
4. Wyrównanie i pozycjonowanie
Po zmontowaniu podzespołów należy je dokładnie ustawić i ustawić. Ma to kluczowe znaczenie dla zapewnienia prawidłowego funkcjonowania złączki odlewniczej. Używamy uchwytów i przyrządów, aby utrzymać części na miejscu podczas procesu wyrównywania. Oprawy te zaprojektowano tak, aby zapewnić dopasowanie części zgodnie z właściwymi specyfikacjami i dokładnymi tolerancjami.
Na przykład w zgromadzeniuKońcówka kablaAby zapewnić bezpieczne połączenie i sprawną transmisję sygnałów lub sił, kabel musi być odpowiednio dopasowany do oprawy. Jakakolwiek niewspółosiowość może prowadzić do problemów, takich jak utrata sygnału, awaria mechaniczna lub przedwczesne zużycie komponentów.
5. Montaż końcowy
Po wyrównaniu i ustawieniu podzespołów następuje montaż końcowy. Wiąże się to z połączeniem wszystkich podzespołów w celu utworzenia kompletnej złączki odlewanej ciśnieniowo. Przestrzegamy określonej sekwencji montażu, aby mieć pewność, że każda część zostanie zamontowana we właściwej kolejności.

Podczas montażu końcowego przeprowadzamy również kontrole jakości na różnych etapach. Obejmuje to inspekcje wizualne, testy funkcjonalne i pomiary wymiarowe. Na przykład możemy przetestować ruch regulowanej części, aby upewnić się, że działa ona płynnie w określonym zakresie. W przypadku wykrycia jakichkolwiek problemów złączka jest demontowana, a problem usuwany przed przystąpieniem do montażu.
6. Testowanie i zapewnienie jakości
Po zakończeniu montażu końcowego złączka odlewana ciśnieniowo przechodzi serię rygorystycznych testów w celu zapewnienia jej jakości i wydajności. Testy te mogą obejmować testy ciśnieniowe, testy elektryczne i testy trwałości.
Próby ciśnieniowe służą do sprawdzenia integralności złączki w różnych warunkach ciśnienia. Jest to szczególnie ważne w przypadku złączek stosowanych w układach hydraulicznych lub pneumatycznych. Testy elektryczne przeprowadzane są dla armatury stosowanej w zastosowaniach elektronicznych w celu zapewnienia właściwej przewodności elektrycznej i izolacji. Testy trwałości symulują rzeczywiste warunki użytkowania w celu oceny długoterminowej wydajności złączki.
Dopiero po przejściu wszystkich testów złączka odlewana ciśnieniowo otrzymuje naszą aprobatę jakości. Prowadzimy szczegółową dokumentację wszystkich testów i inspekcji, aby zapewnić identyfikowalność i rozliczalność.
7. Pakowanie i wysyłka
Po tym, jak złączka odlewnicza przeszła testy zapewnienia jakości, jest ona starannie pakowana, aby zapobiec uszkodzeniom podczas transportu. Stosujemy odpowiednie materiały opakowaniowe, takie jak wkładki piankowe, pudełka kartonowe, folie ochronne.
Opakowanie zostało zaprojektowane tak, aby zapewniać odpowiednią ochronę, a jednocześnie być przyjazne dla środowiska. Wyraźnie etykietujemy opakowania, podając takie informacje, jak nazwa produktu, numer części, ilość i instrukcje obsługi. Po zapakowaniu złączki są gotowe do wysyłki do naszych klientów.
Rozważania w procesie montażu
Podczas całego procesu montażu należy wziąć pod uwagę kilka ważnych kwestii. Jednym z kluczowych czynników jest kompatybilność materiałów. Różne materiały mogą mieć różne współczynniki rozszerzalności, co z czasem może prowadzić do problemów, takich jak pękanie naprężeniowe lub poluzowanie połączeń. Starannie dobieramy materiały, które są ze sobą kompatybilne, aby zapewnić długoterminową stabilność okucia.
Kolejną kwestią jest ergonomia procesu montażu. Nasze stanowiska montażowe projektujemy tak, aby były wygodne i wydajne dla naszych pracowników. Pomaga to zwiększyć produktywność i zmniejszyć ryzyko obrażeń związanych z pracą.
Koszt - efektywność jest również ważnym czynnikiem. Stale poszukujemy sposobów na optymalizację procesu montażu, aby obniżyć koszty bez utraty jakości. Może to obejmować usprawnienie sekwencji montażu, zmniejszenie liczby części lub użycie bardziej opłacalnych materiałów.
Wniosek
Proces montażu złączek do odlewów ciśnieniowych jest złożoną i precyzyjną operacją, która wymaga starannego planowania, wykwalifikowanej siły roboczej i ścisłej kontroli jakości. Jako dostawca złączek do odlewów ciśnieniowych dokładamy wszelkich starań, aby dostarczać naszym klientom produkty wysokiej jakości, które spełniają ich specyficzne wymagania.
Jeśli działasz na rynku złączek do odlewów ciśnieniowych i chcesz dowiedzieć się więcej o naszych produktach lub omówić swoje specyficzne potrzeby, zapraszamy do kontaktu w celu negocjacji w sprawie zakupu. Nasz zespół ekspertów jest gotowy pomóc Ci w znalezieniu najlepszych rozwiązań dla Twoich zastosowań.
Referencje
- „Podręcznik odlewania ciśnieniowego” autorstwa AK Dahle, M. Tangstad i H. Westengen
- „Inżynieria i technologia produkcji” autorstwa S. Kalpakjiana i SR Schmida
- Standardy i wytyczne branżowe dotyczące odlewów ciśnieniowych i montażu armatury